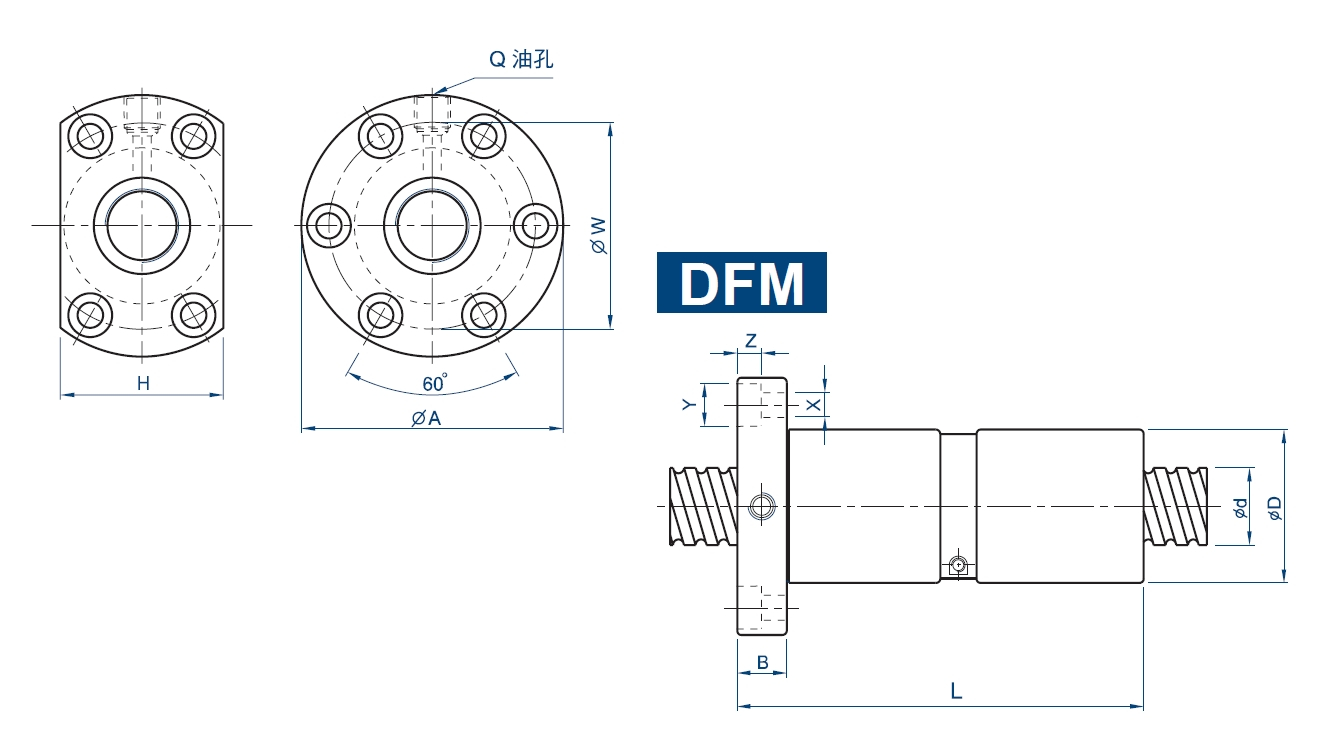
滾珠螺桿DFM銑床專用
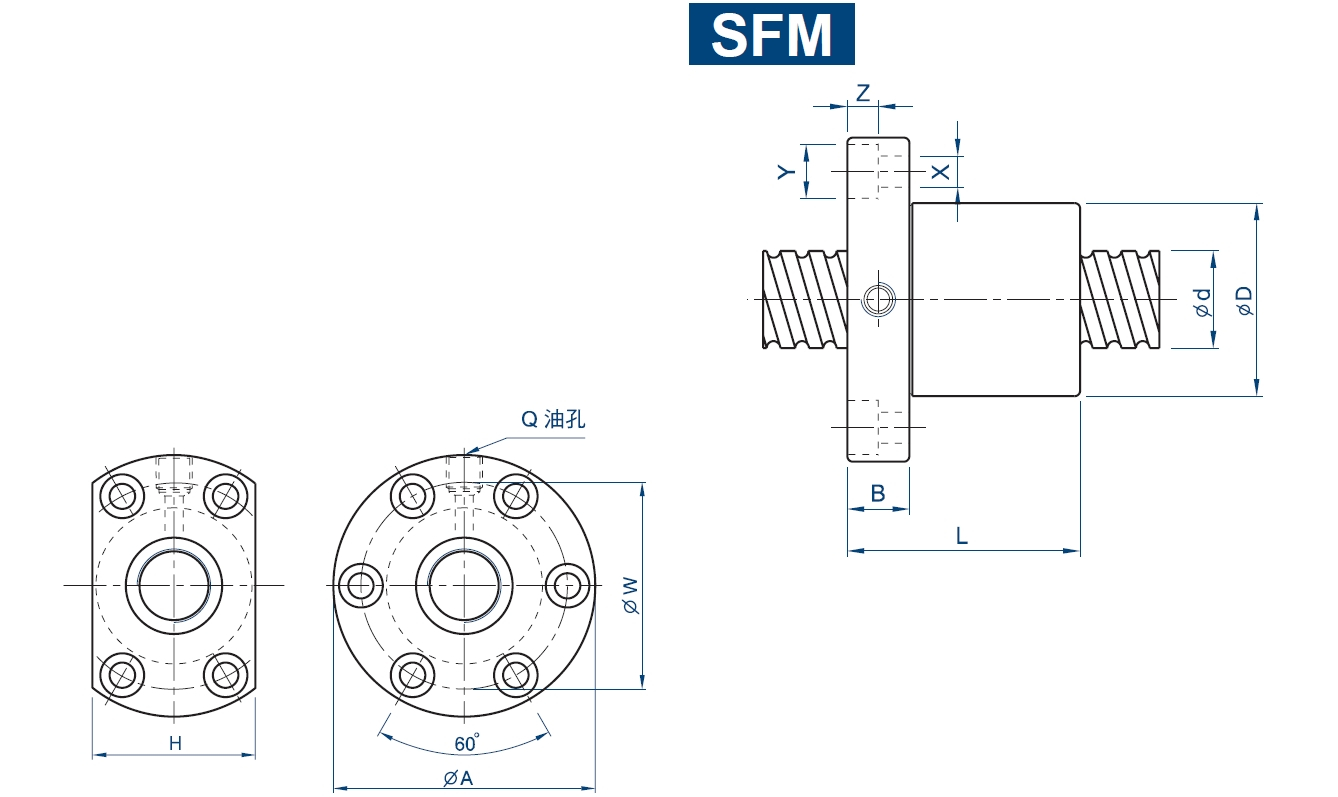
滾珠螺桿SFM銑床專用
滾珠螺桿SFE
滾珠螺桿DFT
滾珠螺桿SFT
滾珠螺桿DFU
滾珠螺桿SFU
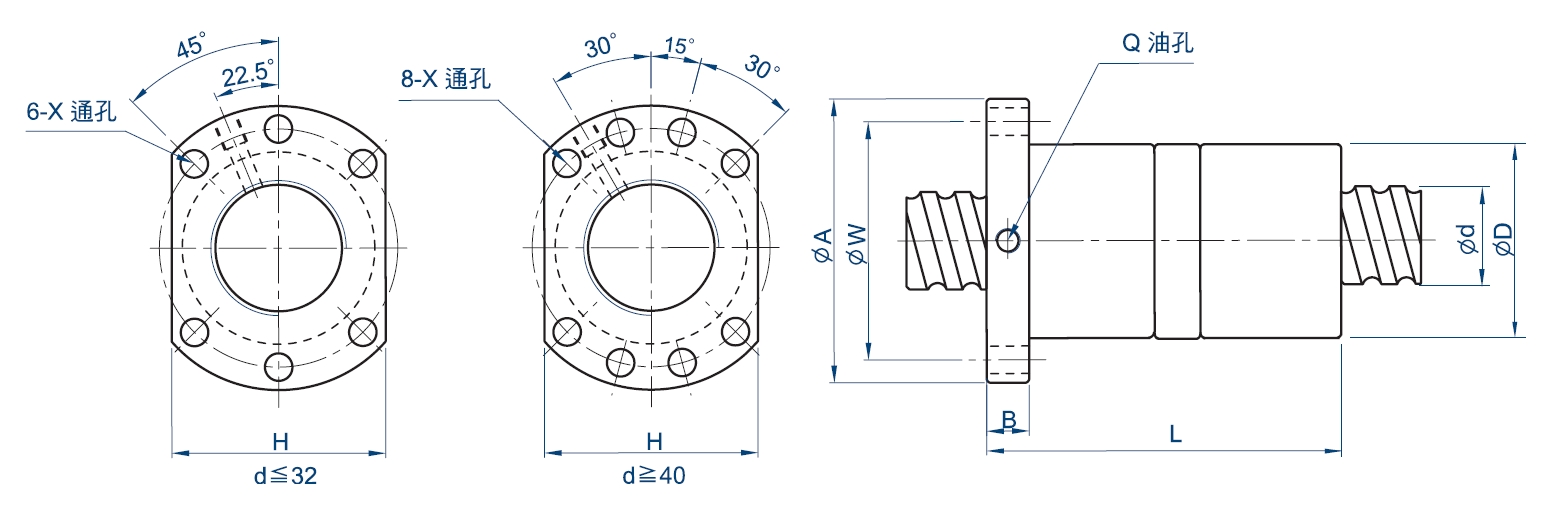
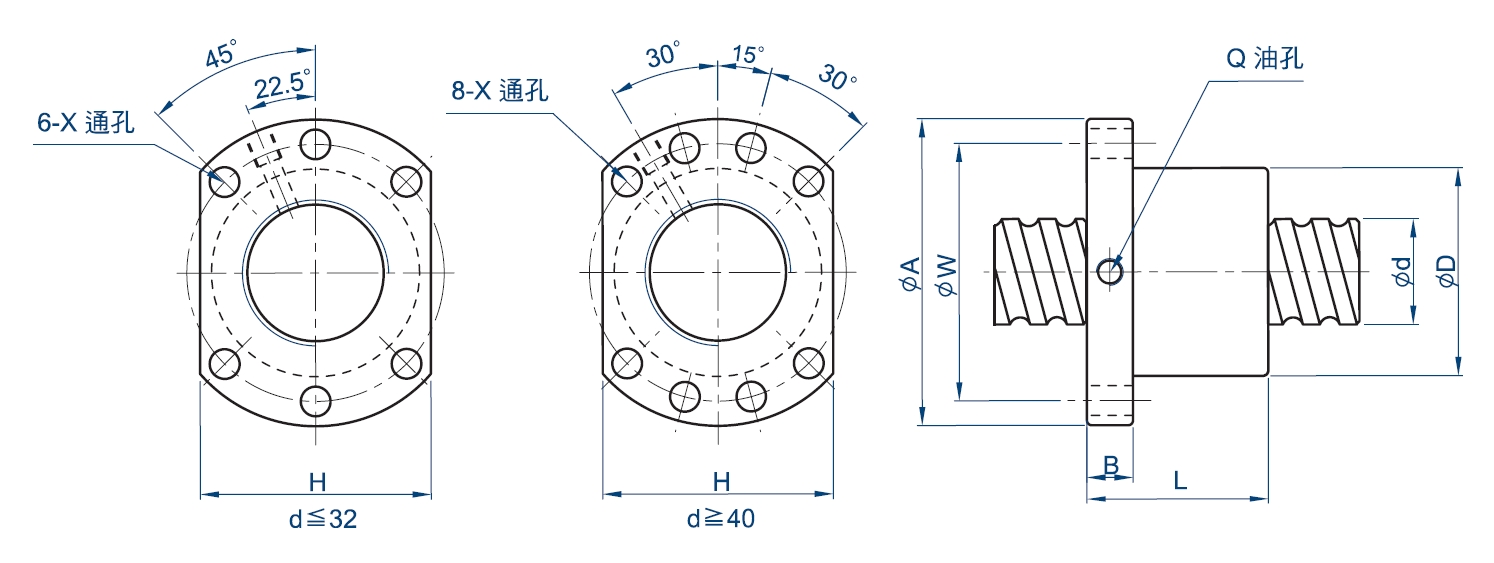
滾珠螺桿DFI
滾珠螺桿SFI
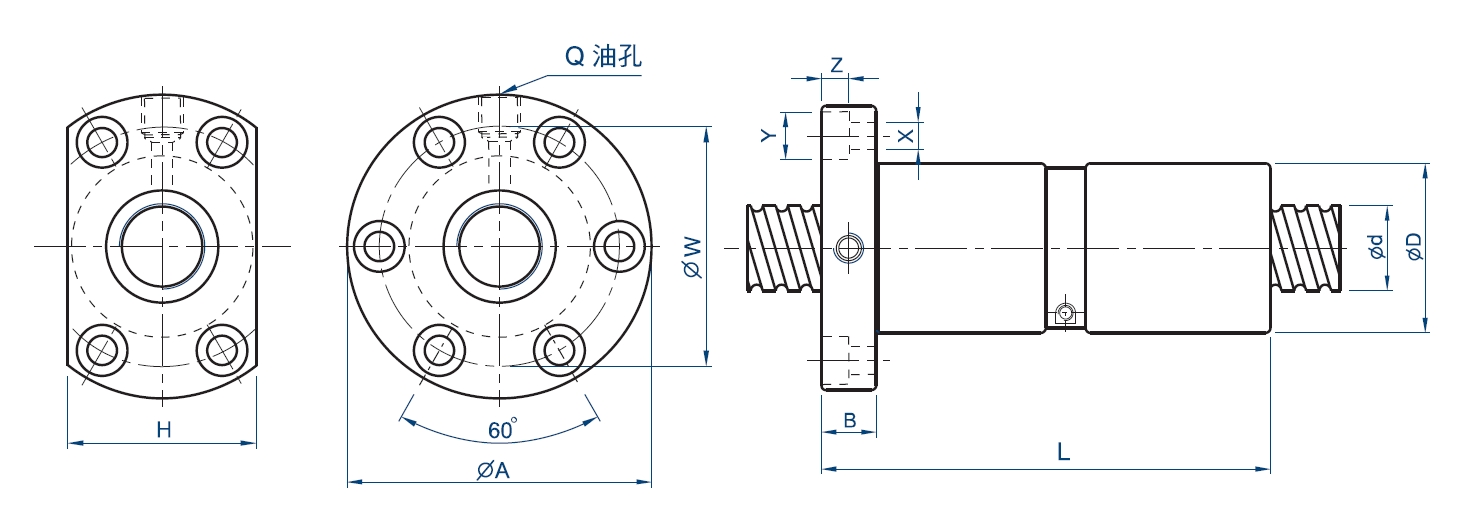
滾珠螺桿DFV 高速重負載系列
滾珠螺桿SFV 高速重負載系列
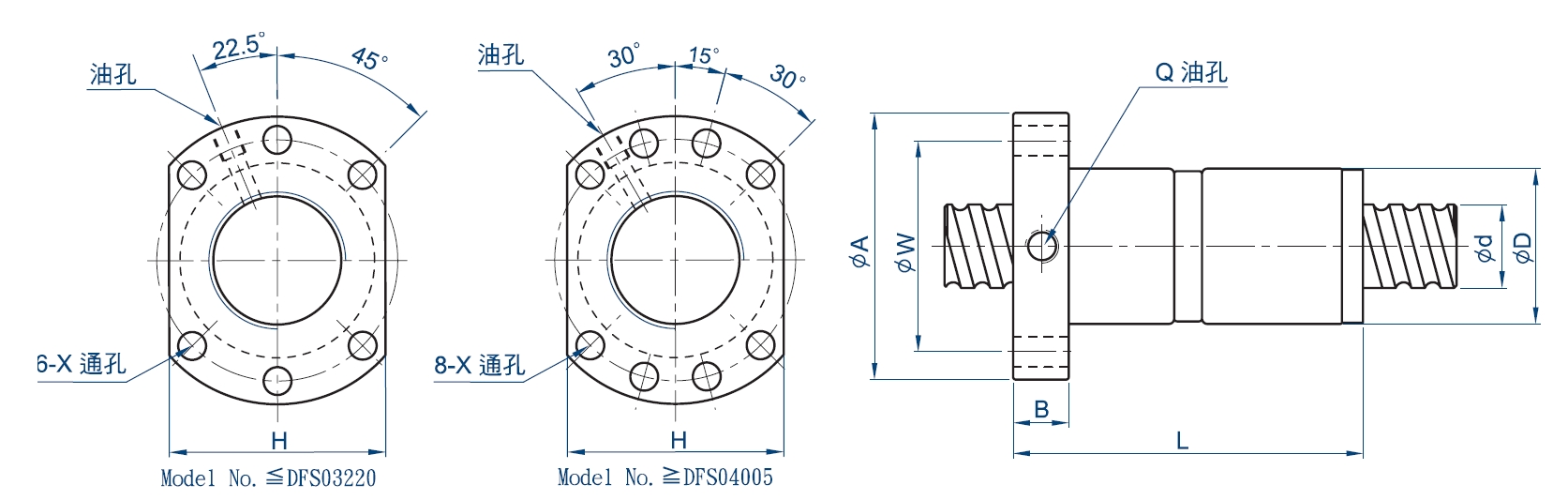
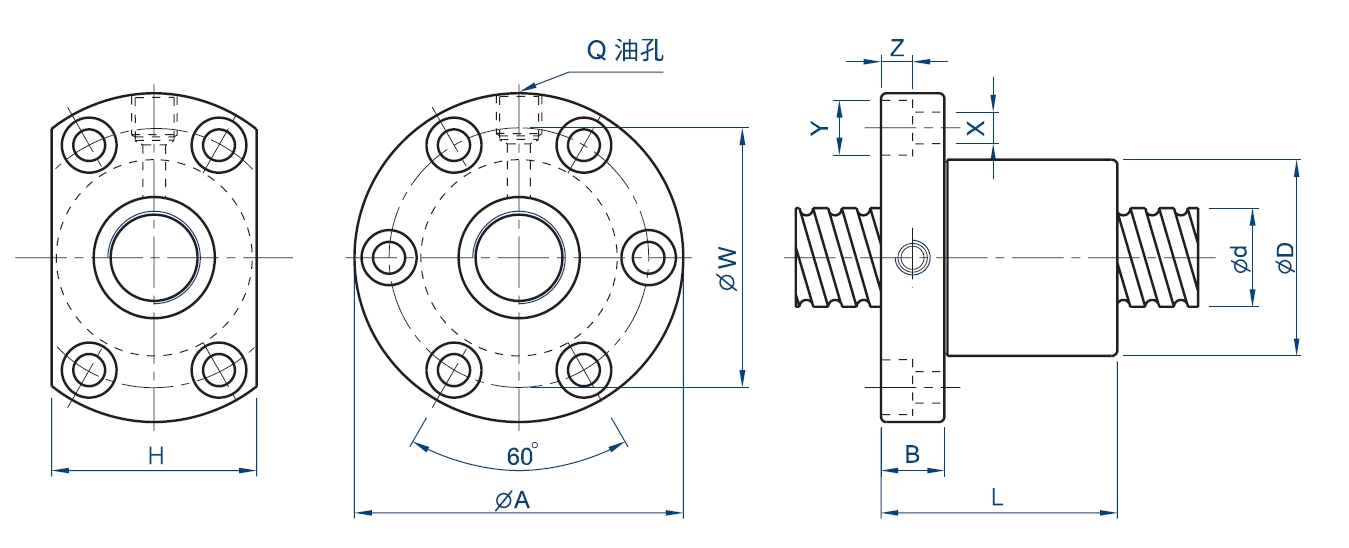
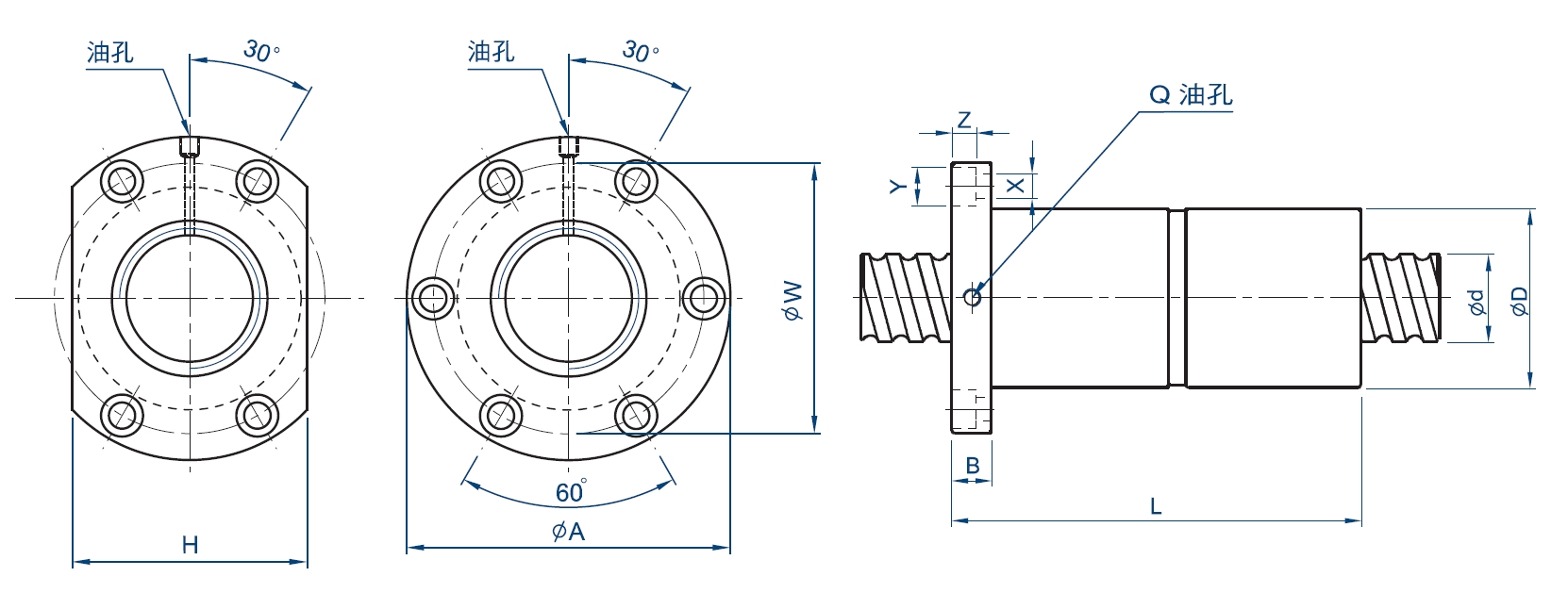
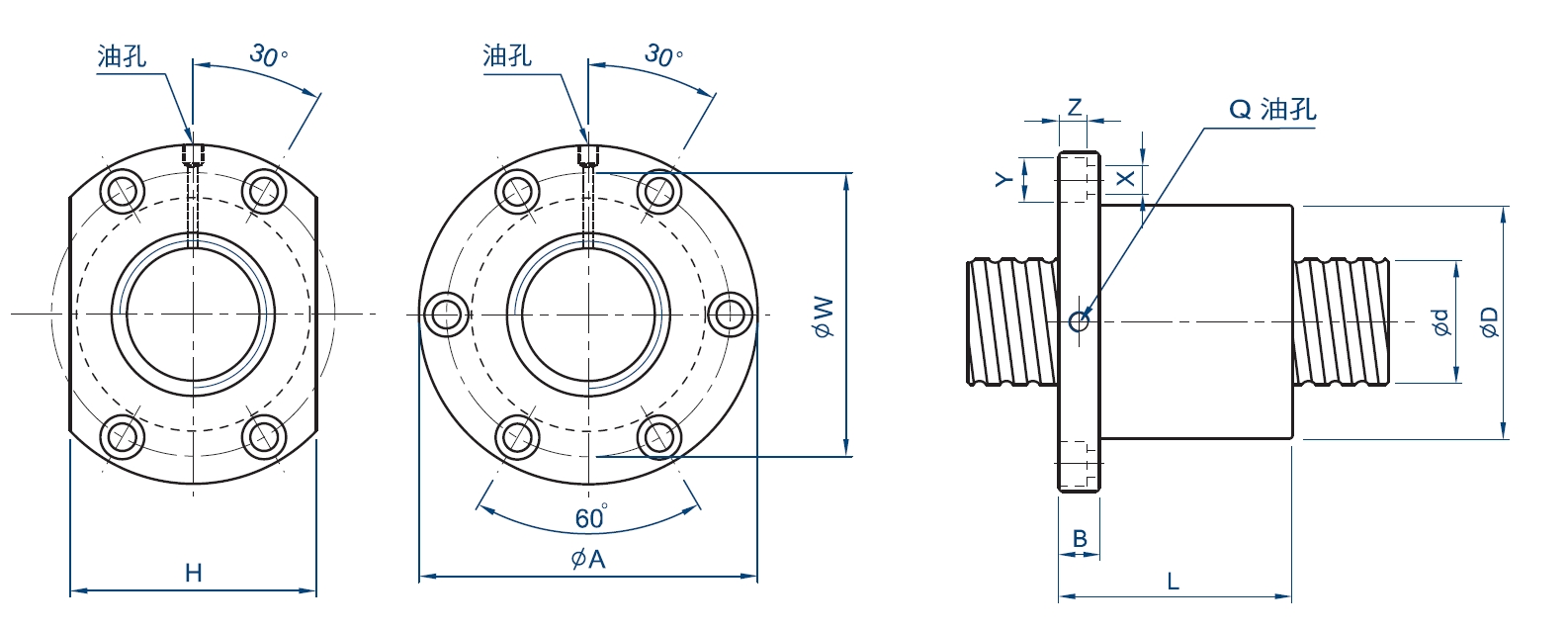
滾珠螺桿DFS 高速靜音型 備註:有標註★記號者可製作左螺紋
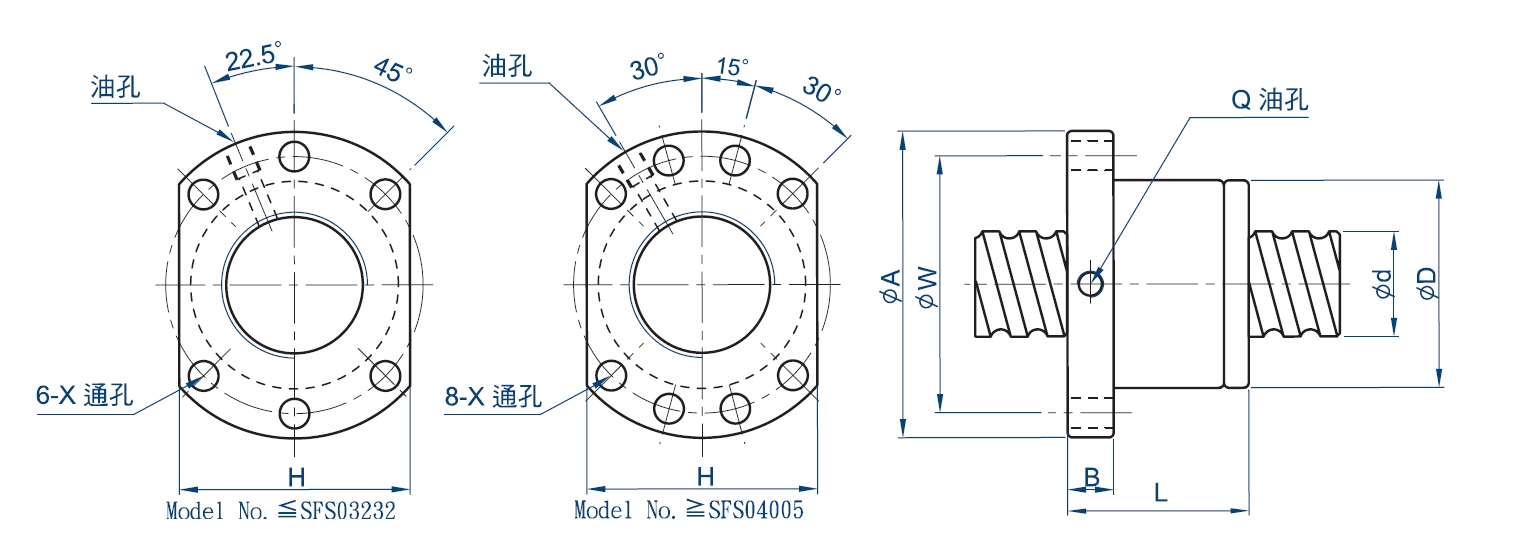
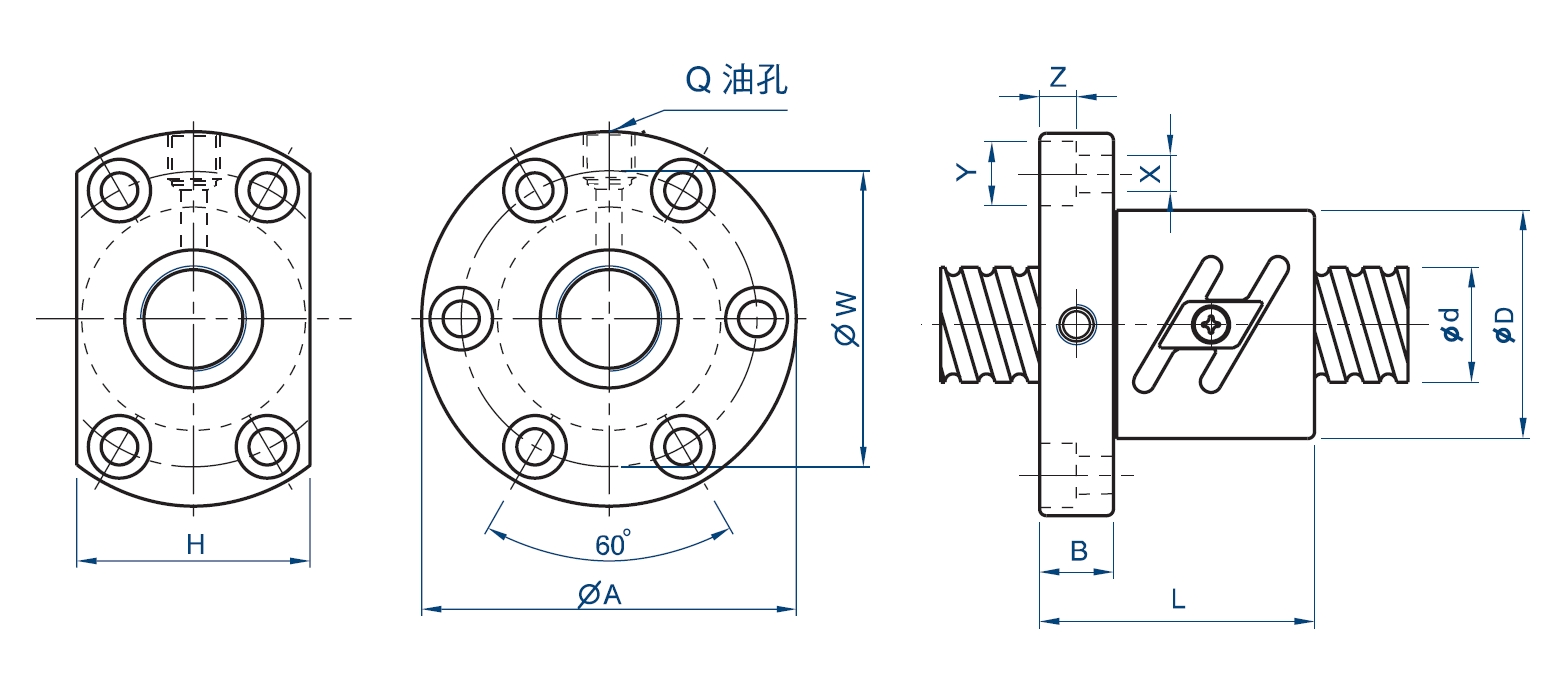
滾珠螺桿SFS高速靜音型 備註:有標註★記號者可製作左螺紋
滾珠螺桿SCI 單位:mm I:導程 Da:珠徑 n:珠圈數 K:剛性(kgf/µm) Ca:動額定負荷(kgf) Coa:靜額定負荷(kgf) 型號 滾珠螺桿、螺帽之基準數據 d I Da D L L1 L2 M R n Ca Coa K SCI01604-4 16 4 2.381 30 40 9 15 3 1.5 4 640 1340 16 SCI01605-4 5 3.175 30 45 9 20 5 3 4 780 1790 20 SCI02004-4 20 4 2.381 34 40 9 15 3 1.5 4 670 1480 25 SCI02005-4 5 3.175 34 45 9 20 5 3 4 1130 2380 25 SCI02504-4 25 4 2.381 40 40 9 15 3 1.5 4 760 1950 31 SCI02505-4 5 3.175 40 45 9 20 5 3 4 1280 3110 35 SCI02510-4 10 4.762 46 85 13 30 5 3 4 1944 3877 33 SCI03204-4 32 4 2.381 46 40 9 15 3 1.5 4 860 3050 40 SCI03205-4 5 3.175 46 45 9 20 5 3 4 1450 4150 40 SCI03210-4 10 6.35 54 85 13 30 5 3 4 3390 7170 40 SCI04005-4 40 5 3.175 56 45 9 20 5 3 4 1610 5330 49 SCI04010-4 10 6.35 62 85 13 30 5 3 4 3910 9520 50 SCI05010-4 50 10 6.35 72 85 13 30 5 3 4 4450 12500 65 SCI06310-4 63 10 6.35 85 85 13 30 6 3.5 4 5070 16600 80 SCI08010-4 80 10 6.35 105 85 13 30 8 4.5 4 5620 21300 90 備註:有標註★記號者可製作左螺紋

滾珠螺桿 特長 (1)高信賴性 滾珠螺桿是以多年來所累積的製品技術為基礎,從材料、熱處理、製造、檢查至出貨,都是以嚴謹的品保制度來加以管理,因此具有高信賴性。 (2)圓滑的動作性 滾珠螺桿如圖1.1所示,具有比滑動螺桿更高的效率,所需扭矩只有30%以下。可輕易將直線運動變換為回轉運動。滾珠螺桿即使給與預壓,亦能維持圓滑的動作特性。 技術解說 3.1精度設計 3.1.1導程精度 精密滾珠螺桿(CO~C5級)的導程精度,JS規格為基準,並由4個特性項目(記號E,ee32加 規定。各特性之定義與容許值如圖3.1及表3.1~3.3所。 一般用滾珠螺桿C7C10累積導程差,僅在螺桿之有效度內取300mm的誤差容許值如表3.3 之e300加以規定,各為0.05mm及0.21mm。 表3.1 導程精度的用語 用語 記號 意思 容許值 累積導程之 目 標 值 T 在有效螺紋範圍內,累積基準導程減累積公稱導程的差謂之。亦即考慮運轉時之熱膨脹、彈性變形等因素。而事先將累積公稱導程加以補正,並據此製作螺桿。其值依實驗或經驗而定。 累積實際導程 實際測定之累積導程。 累積代表導程 代表累積實際導程傾向的直線,由累積實際導程曲線藉最小二乘法或類似 方法,所求得的直線。 累積代表導程 之誤差 E 累積代表導程減累積基準導程的值。 表3.2 變 動 e e300 e2π 與累積代表導程平行劃出的2直線所夾之累積實際導程之最大幅寬由下列3項加以規定。 在有效螺紋長度範圍內的最大幅寬。 在有效螺紋長度範圍任取300mm的最大幅寬。 螺桿軸轉動1圈的範圍內,螺帽對應於任意的回轉角的軸方向移動量的實測值與基準值的差的最大幅寬。 表3.2表3.3表3.3 表3.2 累積代表導程誤差(±E)與變動(e)之容許值(JIS B 1192) 單位:μm 精度等級 C0 C1 C2 C3 C5 C7 C10 以上 以下 ±E e ±E e ±E e ±E e ±E e e e 有效螺紋長度 (mm) 100 3 3 3.5 5 5 7 8 8 18 18 ±50 300mm ±210 300mm 100 200 3.5 3 4.5 5 7 7 10 8 20 18 200 315 4 3.5 6 5 8 7 12 8 23 18 315 400 5 3.5 7 5 9 7 13 10 25 20 400 500 6 4 8 5 10 7 15 10 27 20 500 630 6 4 9 6 11 8 16 12 30 23 630 800 7 5 10 7 13 9 18 13 35 25 800 1000 8 6 11 8 15 10 21 15 40 27 1000 1250 9 6 13 9 18 11 24 16 46 30 1250 1600 11 7 15 10 21 13 29 18 54 35 1600 2000 18 11 25 15 35 21 65 40 2000 2500 22 13 30 18 41 24 77 46 2500 3150 26 15 36 21 50 29 93 54 3150 4000 30 18 44 25 60 35 115 65 4000 5000 52 30 72 41 140 77 5000 6300 65 36 90 50 170 93 6300 8000 110 60 210 115 8000 10000 260 140 10000 12500 320 170 表3.3 對螺紋部長度300mm之變動(e300)與搖擺(e2�)之容許值(JIS B 1192) 單位:μm 精度等級 C0 C1 C2 C3 C5 C7 C10 e300 3.5 5 7 8 18 50 210 e2π 2.5 4 5 6 8 3.1.2 軸方向間隙 COMTOP精密滾珠螺桿之軸方向間隙預壓等級,如表3.4所示。 表3.4 軸方向間隙預壓等級 等 級 P0 P1 P2 P3 P4 間 隙 有 無 無 無 無 預 壓 無 無 輕 中 重 *選定精度,間隙,預壓等級及螺帽之參考表 精度 預壓及間隙 螺帽形式 螺桿形式 C10 (P0)有間隙 單螺帽 轉造級螺桿 C7 (P1或P0) COMTOP標準為(P1) 依客戶要求 轉造或研磨級 (COMTOP標準為研磨級) C5 依客戶要求製造,若無要求, COMTOP標準為(P2) 依客戶要求 研磨級附導測表 C3 依客戶要求製造,若無要求, COMTOP標準為(P2) 依客戶要求 研磨級附導測表 *間隙(P0) 轉造級及研磨級滾珠螺桿(P0)最大軸向間隙 單位:mm 螺桿外徑尺寸 轉造級滾珠螺桿 最大軸向間隙 研磨級滾珠螺桿 最大軸向間隙 ø04~ø14微小型滾珠螺桿 0.05 0.015 ø15~ø40中尺寸滾珠螺桿 0.08 0.025 ø50~ø100大尺寸滾珠螺桿 0.12 0.05 *無間隙,無預壓(P1) *常用之預壓(P2)參考值 規格 單螺帽彈簧力 (Kg) 雙螺帽彈簧力 (Kg) 1605 0.1~0.3 0.3~0.6 2005 0.1~0.3 0.3~0.6 2505 0.2~0.5 0.3~0.6 3205 0.2~0.5 0.5~0.8 4005 0.2~0.5 0.5~0.8 2510 0.2~0.5 0.5~0.8 3210 0.3~0.6 0.5~0.8 4010 0.3~0.6 0.5~0.8 5010 0.3~0.6 0.8~1.2 6310 0.6~1.0 0.8~1.2 8010 0.6~1.0 0.8~1.2 3.1.3 滾珠螺桿的安裝部位精度 滾珠螺桿的安裝部位之精度,其必要項目如下: (1) 相對於螺紋溝面的軸線A,測定螺桿支持部位的半徑方向圓周偏擺值。 (2) 相對於螺桿支持部位的軸線F,測定零件安裝部位的同軸度。 (3) 相對於螺桿軸支持部位的軸線E,測定支持部位的端面的直角度。 (4) 相對於螺桿軸線G,測定螺帽的基準面或法蘭的安裝面的直角度。 (5) 相對於螺桿軸線A,測定螺帽外緣圓周(圓筒型)的同軸度。 (6) 相對於螺桿軸線C,測定螺帽外緣(平頭型安裝面)的平行度。 (7) 螺桿軸軸線的半徑方向的總偏擺值。 在此所述之精度項目是以JIS B 1191、1192為基準。 圖 3.2 滾珠螺桿安裝部位的精度 3.1.4 預壓扭矩 轉動有施予預壓之滾珠螺桿時,產生之預壓扭矩的用語如圖3.3所示。 而預壓扭矩變動率的容許範圍大致上是以JIS規格為基準,如表3.5所示。 圖 3.3 預壓扭矩的說明 用語之意義 (1) 預壓 為求消除螺桿的間隙或增大螺桿之剛性而將1組大1號的鋼珠(約2μ)填入螺帽內,或者使用在螺桿軸方向互相施予移位的兩個螺帽而產生的螺桿內部的作用力。 (2) 預壓動扭矩 依所定之預壓加諸於滾珠螺桿後,在外部無負載的狀態下,連續轉動螺桿軸或螺帽所需之動扭矩謂之。 (3) 基準扭矩 做為目標所設定的預壓動扭矩【圖3.3之(1)】。 (4) 扭矩變動值 做為目標所設定的預壓動扭矩的變動值。取相對於基準扭矩的正或負值。 (5) 扭矩變動率 相對於基準扭矩的變動值的比率。 (6) 實扭矩 滾珠螺桿的實測預壓動扭矩。 (7) 平均實扭矩 螺紋部有效長度內;使螺帽做往復運動所測得之實扭矩的最大值與最小值的算術平均術。 (8) 實扭矩的變動值 螺紋部有效長度內;使螺帽做往復運動所測得之最大變動值。最小值取相對於實扭矩的正或負值。 (9) 實扭矩變動率 相對於平均實扭矩的實扭矩的變動值的比率。 表3.5 扭矩變動率的容許範圍 基準扭矩 kgf.cm 有效螺紋長度mm 4000以下 4000以上10000以下 細長比1:40以下 細長比1:40~1:60 - 等級 等級 等級 超過 以下 C0 C1 C2、C3 C5 C0 C1 C2、C3 C5 C1 C2、C3 C5 2 4 ±35% ±40% ±45% ±55% ±45% ±45% ±55% ±65% - - - 4 6 ±25% ±30% ±35% ±45% ±38% ±38% ±45% ±50% - - - 6 10 ±20% ±25% ±30% ±35% ±30% ±30% ±35% ±40% - ±40% ±45% 10 25 ±15% ±20% ±25% ±30% ±25% ±25% ±30% ±35% - ±35% ±40% 25 63 ±10% ±15% ±20% ±25% ±20% ±20% ±25% ±30% - ±30% ±35% 63 100 - - ±15% ±20% - - ±20% ±25% - ±25% ±30% 備註:1. 細長比就是以螺桿軸的螺紋部長度(mm)除螺桿軸外徑所得的值謂之。 2. 基準扭矩 2 kgf.cm 以下,依COMTOP規格另行管理。 3.2 螺桿軸設計 3.2.1 安裝方式 安裝方法於選擇適當滾珠螺桿規格時為重要項目,圖3.5~3.19為安裝範例。當使用條件需以更嚴密的條 件做判別或當使用特殊安裝方法以致判斷條件不明時,請洽HSK。 (螺桿軸、螺帽的安裝方法) 3.2.3 容許回轉數 (1) 危險速度 必須檢討滾珠螺桿之回轉數使不致於與螺桿的固有振 動數發生共振(發生共振時之速度,謂之危險速度) 以危險速度的80%以下為容許回轉數。圖3.21是將相對於危險速度的容許回轉數按螺桿外徑作成線圖。(螺桿軸外徑125mm以上時,請依右式算出)。 容許回轉數的刻度,請依滾珠螺桿的支持方法加以選定。使用回轉數在危險速度上有問題時,請加裝中間支撐以提高螺桿之固有振動數,此方法亦為有效方法。 (2) dm.n值 容許回轉數亦受表示周速的dm‧n值(dm:鋼珠之中心圓徑mm,n:回轉數rpm)之限制。 精密用(精度等級C7以上)dm.n≦70,000一般產業用(精度等級C10)dm.n≦50,000......(5.4) 若需製造上述極限以上的滾珠螺桿,因需要特殊對 策,於選用前,請洽HSK。 (*螺桿長度/軸徑之比:ε>70時,製造上須特別安排,請洽HSK)。 3.4 螺帽設計 3.4.1 螺帽的選定 (1) 系列 選定系列時,請考慮要求精度,所需交貨期、尺寸(螺桿軸外徑,導程/螺桿軸外徑比)、預壓量等。 (2) 循環方式 選定循環方式:請由螺帽安裝部份之空間經濟性考慮。循環方式之特長如下所示。 (a) 外循環式● 經濟性 最適合於量產 可採用於導程/螺桿軸外徑比較大者 (b) 內循環式 螺帽外徑精巧(不佔空間) 適合於導程/螺桿軸外徑比較小者 (c) 端蓋循環式 適用於高速進給的用途 適用於高荷重的用途 (3) 回路數 選定回路數要考慮要求性能、壽命等。 (4) 凸緣形狀(FLANGE) 請配合螺帽安裝部份之空間加以選定。 (5) 給油孔 精密滾珠螺桿設有給油孔,使用於機器裝配時及定期補給時。 3.4.2 螺帽型式 S 型螺帽 此種型式是由鋼珠滾動於螺桿與螺帽之間的溝槽而前進,再經由循環兩端之路徑做迴流。循環方式類似E型螺帽。(如圖 3.23) 此型之循環的鋼珠,會沿著螺紋的方向運行,加上鋼珠兩端之隔音和防塵設計,所以運轉時的噪音被消抵。此 外,S型螺帽的安裝空間跟其他型螺帽相比較小,所以特別適合高速及輕負載之設計。 V 型螺帽 此型螺帽之循環方式類似T型螺帽。(如圖 3.24) 除了保有T型螺帽之優點外,此型之循環器的鋼珠,也沿著螺紋的方向運行,並降底由鋼珠互相碰撞和增加循環的順暢度。特別適合高速及重負載之設計。 T 型螺帽 此種型式是由鋼珠滾動於螺桿與螺帽之間的溝槽而前進,再被外循環管前端撈起,通過循環管路徑迴流至循環管另一端,而回到原點的循環方式。(如圖3.25) 一般為多捲鋼珠一次循環管,外型可採用「圓周型」及 「管突出型」。 U I 型螺帽 此種型式是由鋼珠沿著內循環循環器溝槽,斜斜的越過 螺桿牙峰,回來到原點。一般為一捲鋼珠一次循環。(如圖 3.26) 此種型式螺桿至少要有一端是完全通牙,適用於螺桿徑較 小,採用金屬循環器。 K 型螺帽 循環原理與I型相同,但不同循環時,循環位置皆位於相同角度之鍵槽上。(如圖3.27) E 型螺帽 此種型式是兼具外循環式及內循環式特點,在鋼珠滾動於螺桿與螺帽之間的溝槽而前進,在螺帽的尾端由端蓋循環器導引至螺帽本體的迴流孔中,一般與外循環相同為多捲鋼珠一次循環,只是少了外循環管。(如圖3.28) 3.5 剛性檢討 螺桿的周邊結構剛性太弱乃造成失位(LOST MOTION)的主因之一。因此在NC工作機械等精密機械方面要獲得良好的定位精度,於設計時必須考慮傳動螺桿各部位之零件的軸方向剛性的平衡及其扭曲剛性。 靜剛性K 傳動螺桿系統的軸方向彈性變形及剛性可由下式求出。 (b) 雙螺帽時 預壓負荷重量PPL約三倍之軸方向負荷重量P作用時,為了消除螺帽B的預壓PPL,預壓負荷重量PPL請設定在最大軸方向負荷重量的1/3以內。最大預壓負荷重量以0.25Ca為標準。變位量在預壓量三倍之軸方向負荷重量時為單一螺帽時的1/2變位量。 3.6 定位精度 進給精度誤差的因素中,導程精度、進給系統的剛性是重要的檢討重點,其他像因溫昇所產生的熱變形以及導引面 的組裝精度等因素也需加以考慮。 3.6.1 導程精度的選定 表3.7為滾珠螺桿精度等級依照不同用途時所建議的使用範圍。 表3.7 滾珠螺桿依用途別的精度等級範例 用 途 精度等級 C0 C1 C2 C3 C5 C7 C10 NC 工作機械 車床 X ○ ○ ○ ○ ○ ○ Z ○ ○ ○ 銑床 搪床 XY ○ ○ ○ ○ ○ Z ○ ○ ○ ○ 加工中心機 XY ○ ○ ○ ○ Z ○ ○ ○ 治具搪床 XY ○ ○ Z ○ ○ 鑽床 XY ○ ○ ○ Z ○ ○ 磨床 X ○ ○ ○ ○ ○ ○ Z ○ ○ ○ ○ ○ 放電加工機 XY ○ ○ ○ ○ ○ (Z) ○ ○ ○ ○ 線切割機 放電加工機 XY ○ ○ ○ UV ○ ○ ○ ○ ○ 高速沖床 XY ○ ○ ○ 雷射加工機 XY ○ ○ Z ○ ○ 木工機 ○ ○ ○ ○ 泛用機,專用機 ○ ○ ○ ○ ○ 半導體相關裝置 曝光裝置 ○ ○ 化學處理裝置 ○ ○ ○ ○ 焊線機 ○ ○ ○ 探針檢測機 ○ ○ ○ ○ 電子零件插入機 ○ ○ ○ ○ 印刷電路板鑽孔機 ○ ○ ○ ○ ○ 產業機械人 直交座標型 組立 ○ ○ ○ ○ ○ 其他 ○ ○ ○ 垂直多關節型 組立 ○ ○ ○ 其他 ○ ○ ○ 圓筒座標型 ○ ○ ○ ○ 鋼鐵設備機械 ○ ○ ○ 射出成形機 ○ ○ ○ 三次元測定機 ○ ○ ○ 事務機器 ○ ○ ○ 影像處理裝置 ○ ○ 核能發電 控制棒 ○ ○ ○ 吸震裝置 ○ ○ 航空器 ○ ○ 3.6.2 熱變位對策 螺桿軸因熱而伸長變位,會導致定位精度惡化。熱 變化的多少,可由下式計算求得。 ∆ = α.t.L(mm) ∆:螺桿軸的軸方向變位量(mm)t:螺桿軸的溫度上昇(deg) L:螺桿部有效長度(mm) α:線膨脹係數(11.7×10-6 deg-1) 亦即每溫昇1℃則在1m長螺桿軸上會有12μm的伸長量發生。因此即使滾珠螺桿的導程經過高精度的加工、也會因溫昇所產生的變位而無法滿足高精度的定位要求。而另外當滾珠螺桿的使用條件要求高速時,則相對地發熱量也增大,溫昇的影響也會變大。 滾珠螺桿的溫昇對策如下所示: (1) 控制發熱量 ●滾珠發熱量、支撐軸承的預壓量要正確適量。 ● 潤滑劑的正確選擇及適當的供給。 ●加大滾珠螺桿的導程、降低回轉數。 (2) 施予強制冷卻 ●螺桿軸挖成中空,通以冷卻液。 ●螺桿軸外緣以潤滑油或空氣來冷卻。 (3) 避免溫昇的影響 以高速先將機台溫車(WARMING UP)到溫度 ● 安定的狀態再使用。 ●螺桿軸於安裝時施予預拉力。 ● 累積導程的目標值預先取負值。 ● 使用閉迴路方式定位。 3.7 壽命設計 3.7.1 滾珠螺桿的壽命 滾珠螺桿即使在正確狀態下使用,在經過一段時間後也會因而無法再使用。而劣化到無法使用為止的時間即為滾珠螺桿的壽命,一般區分為發生剝離現象時之疲勞壽命以及因磨損所導致的精度劣化壽命等。 3.7.2 基本靜額定負荷 Coa 所謂基本靜額定負荷是指當承受最大應力的螺桿軸 及螺帽內的滾珠構槽接觸部與鋼珠的永久變形量的和達 到鋼珠直徑的0.01%時的軸方向負荷謂之。 3.7.3 基本動額定負荷 Ca 所謂動額定負荷是指一批相同的滾珠螺桿以相同的條件回轉106次,其中以90%的螺桿不因滾動疲勞而產生剝皮現象此時所承受的軸方向負荷即為動額定負荷(Ca)。 3.7.4 疲勞壽命 表3.8 各種用途壽命時間 用 途 壽命時間(h) 工作機械 20000 一般產業機械 10000 自動控制機械 15000 量測裝置 15000 選定要領與選定計算 滾珠螺桿的選定要領 選擇滾珠螺桿時,首先要儘量地調查清楚運轉條件再決定設計,這是最基本的原則。而且,選擇的要素有負荷重量、衝程、力矩、定位精度、重覆定位精度、剛性、導程、螺帽孔徑等,各個要素之間都有關連,其中一項要素改變就會引起其他要素的改變,必須注意各要素之間的均衡。 滾珠螺桿的選定計算 設計條件 工作檯重量300 kg 工作物重量 400 kg 最大衝程 700 mm 快送速度 10 m/min 最小分解能 10 μm/行程 驅動馬達 DC馬達 (MAX 1000 min-1) 導引面摩擦係數 (μ = 0.05~0.1) 轉動率 60 % 精度檢討事項 加減速時之慣性力因所佔時間比例少,可以不考慮。 運轉條件的設定 (a) 機械壽命時間H(hr)的推定 H = 轉動時間 / 日 × 轉動日 / 年 × 壽命年數 × 轉動率 (b) 機械條件 選 定 要 領 選 定 計 算 使用上的注意事項 5.1 潤滑 使用滾珠螺桿時,必須要具有足夠的潤滑,如果潤滑不夠會發生與金屬接觸,導致摩擦與摩耗的增加,造成故障或是壽命縮短等。 滾珠螺桿所使用的潤滑劑可分為潤滑油與潤滑膏兩種。一般在保養上,潤滑膏可以隨著回轉速度的增加使動摩擦力矩直線地增加,超過3-5m/分時則以油潤滑方式較佳。但是,也不要忘記利用潤滑膏也出現過達到10m/分的實例,就設備而言也有適用於成本較低廉的潤滑膏者。一般來說,為了充份發揮滾珠螺桿的機能,5m/分左右的潤滑油是最適當的。 表5.1表示潤滑劑之檢查與補給間隔之一般指標。補給時要擦掉附著於螺桿軸的舊潤滑膏後再加以補給。 表5.1 潤滑劑之檢視與補給間隔 潤滑方法 檢查間隔 檢查項目 補給或更換間隔 自動間 隔給油 每一星期 油量污 髒等 每次檢查時補給,但視 油槽容量做適當補充 潤滑膏 工作初期 2~3個月 污髒屑粉 混入等 通常每一年補給,但依 檢查結果適當補充 油浴 每日開 工前 油面管理視消耗狀況適當的規定化 5.2 防塵 滾珠螺桿與滾動軸承一樣當有混入異物或水分等 時,磨損會增加,有時會導致破損。 例如工作機械由於作業環境,可能會混入切屑或切削油。因此當有從外部混入異物的可能時,應如圖5.1所示,以折布(蛇腹型)或套筒伸縮管等,完全罩住螺桿軸。 5.3 偏荷重 當偏荷重現象發生時,將直接影響螺桿的壽命及噪音,且多隨著運轉不順的手感,若螺桿空載時與組裝後順暢度不同,除了注意螺桿本身的精度外,大多是組合精度不良產生偏荷重現象,如圖5.2所示。 (1) 螺 帽 型 號 Nut type codes S S:單螺帽 Single nut D:雙螺帽 Double nut F F :有法蘭 With flange C:無法蘭 Without flange (SFS、DFS、SFI、DFI、SFT、DFT、SFV、DFV、SFE、SFK、BSH、SCI) T S:DIN規格螺帽 DIN nut T:T型螺帽 T type nut I :I 型螺帽 I type nut V:V型螺帽 V type nut E:E型螺帽 E type nut K:K型螺帽 K type nut U:DIN規格螺帽 DIN nut (2) 螺 紋 方 向 Direction of helix R:右 L:左 R:Right L:Left (3) 螺 桿 軸 外 徑(mm) Shaft dia.(mm) (4) 導 程(mm) Lead(mm) (5)珠卷數(卷數×列數) No. of Turn(Circuits)or Turn×Row 卷數:T:1 A:1.5(or 1.7/1.8) B:2.5/2.8 C:3.5 D:4.8 例:(B2=2.5×2)(Turn) ex (6)法 蘭 型 式 Flange type N:無切邊 S:單切邊 D:雙切邊 N:Not cutting S:Single cutting D:Double cutting (7)製 程 代 號 Produce code G:研磨 F:轉造 G:Ground F:Rolled (8)導 程 精 度 等 級 Accuracy grade code C0、C1、C2、C3、C5、C7、C10 (9) 螺 桿 軸 全 長(mm) Overall length of shaft(mm) (10)軸方向間隙預壓等級 Axial clearance and preload code P0、P1、P2、P3、P4 單位:mm I:導程 Da:珠徑 n:珠圈數 K:剛性(kgf/µm) Ca:動額定負荷(kgf) Coa:靜額定負荷(kgf) 型號 滾珠螺桿、螺帽之基準數據 d I Da D L L1 L2 M R n Ca Coa K SCI01604-4 16 4 2.381 30 40 9 15 3 1.5 4 640 1340 16 SCI01605-4 5 3.175 30 45 9 20 5 3 4 780 1790 20 SCI02004-4 20 4 2.381 34 40 9 15 3 1.5 4 670 1480 25 SCI02005-4 5 3.175 34 45 9 20 5 3 4 1130 2380 25 SCI02504-4 25 4 2.381 40 40 9 15 3 1.5 4 760 1950 31 SCI02505-4 5 3.175 40 45 9 20 5 3 4 1280 3110 35 SCI02510-4 10 4.762 46 85 13 30 5 3 4 1944 3877 33 SCI03204-4 32 4 2.381 46 40 9 15 3 1.5 4 860 3050 40 SCI03205-4 5 3.175 46 45 9 20 5 3 4 1450 4150 40 SCI03210-4 10 6.35 54 85 13 30 5 3 4 3390 7170 40 SCI04005-4 40 5 3.175 56 45 9 20 5 3 4 1610 5330 49 SCI04010-4 10 6.35 62 85 13 30 5 3 4 3910 9520 50 SCI05010-4 50 10 6.35 72 85 13 30 5 3 4 4450 12500 65 SCI06310-4 63 10 6.35 85 85 13 30 6 3.5 4 5070 16600 80 SCI08010-4 80 10 6.35 105 85 13 30 8 4.5 4 5620 21300 90 備註:有標註★記號者可製作左螺紋 精密鑄造螺杆 特點 □ 零間隙 價格低,交貨期快 大量生產螺桿,降低成本,產品庫存化。 □ 高傳動效果 螺杆與螺帽之間旋轉順暢,具有很高的傳動效果。因此,轉動扭矩低於一般滑行螺桿的三分之一,而且,更易 于將直線運動轉換成旋轉運動。 □ 經久耐用 選用高鋼材質,經過高溫熱處理和先進的加工程序相結合,保證產品經久耐用。 材料與熱處理 品 名 材 料 熱 處 理 硬 度 螺桿 S55C 感應熱處理 HRC56º - 62º 螺帽 SCM420 滲碳熱處理 HRC58º - 62º 鋼珠 SCM420 硬化 HRC60º 以上 滾珠螺桿尺寸 單位:mm 螺桿軸徑 導程 導程 4 5 10 14 500 1000 500 1000 16 500 1000 1500 2000 20 500 1000 1500 2000 25 1000 1500 2000 2500 1000 1500 2000 2500 32 1000 1500 2000 3000 1000 1500 2000 3000 40 1000 2000 3000 4000 5000 1000 2000 3000 4000 5000 50 1000 2000 3000 4000 5000 1000 2000 3000 4000 5000 軸向間隙 螺桿外徑 精度等級 C7 C10 1404 1405 1605 1610 2005 2505 0.04mm 0.10mm 2510 3205 3210 0.07mm 0.17mm 4005 4010 5010 0.10mm 0.20mm IWAKI (伊和起)精密滾珠螺桿 精密滾珠螺桿 Ⅰ-1 滾珠螺桿的特長 (1) 高精度和高可靠性 螺桿軸和螺母都是用特別處理的材料來進行熱處理,在有恒溫管理下的工廠內,用高精度的機械設備進行研磨 加工。從材料到裝配、檢驗都採用一貫方式加工而成,從而得以保證高精度和高可靠性。 (2) 短交貨期和低價格 標準化大批量的生產方式能提供低廉價格的螺桿軸和螺母。 (3) 軸端加工和有關零部件的擴充 軸端加工形狀標準化的同時,使支撐座以及各種相關零件的製造得到擴大和充實。 (4) 長壽命和傳動效率高 由於螺桿軸與螺母間有鋼球接觸,摩擦很小,所以能得到高的傳動效率,即使長期使用,也能發揮精度高的特 性。 1-1 滾珠螺桿溝槽形狀 哥德弓形槽式 螺桿槽的形狀是採用哥德弓形槽式的形式。哥德弓形槽式在軸方向上間隙很小,即使是1個螺母,也可做到零間隙,如加上預壓後,可得到更高的剛性。 滾珠螺桿的分類 ※ 導程精度依JISBl192之規範,在有定位需求時,請用C系列及Cp系列滾珠螺桿。有傳送需求時請用Ct系列,本 公司是用CO、C1、C3、C5、Ct7、Ct10來管理,詳細規範請參照JISBl192。 Ⅰ-2 滾珠螺桿一覽表 表1 滾珠螺桿產品一覽表 ※訂購的加工品和轉造品在尺寸上有若干差別,以上僅為參考值。 ※較全長最小值以下的商品也可生產。(※全長L1000mm以上的產品,交貨期較長。)※BCD即使在同樣外徑標準下,由於使用鋼球和廠家不同,會存在差別。 Ⅰ-3 精度等級和軸長的製作範圍 表2 精度、等級和軸長的生產範圍 單位:mm 精度 螺桿軸外徑 C0 C1 C2 C3 C5 C7 轉造滾珠螺桿 (CT10) 8 240 280 340 340 340 340 800 10 350 400 500 500 500 550 800 12 450 500 650 700 750 800 1500 15 600 700 800 900 1250 1250 2000 20 600 1000 1200 1400 1900 1900 2500 25 850 1400 1600 1900 2500 2500 ※根據本公司的機械設備,軸長的最長能加工至1025mm。 Ⅰ-4 材質和硬度 下表為標準的滾珠螺桿材質 表3 精密滾珠螺桿的材質和硬度 形式(類型) 材質 熱處理 硬度 螺桿軸 標準 AIS14150H 高頻淬火 HRC59°±3° SCM415H 滲碳淬火 不鏽鋼 SUS440C 真空淬火 HRC55°~ 螺母 標準 SCM415H 滲碳淬火 HRC59°±3° SCM420H 不鏽鋼 SUS440C 真空淬火 HRC55°~ 表4 轉造滾珠螺桿的材質和硬度 形式(類型) 材質 熱處理 硬度 螺桿軸 標準 S45C 高頻淬火 HRC59°±3° S45C SCM415H 滲碳淬火 螺母 標準 SCM415H 滲碳淬火 SCM420H Ⅰ-5 形式的表示法 《訂做品》 Ⅰ-6 滾珠螺桿的精度 滾珠螺桿的種類,分為用於固定位置的C系列和Cp系列,以及用於傳送的Ct系列。 公稱導程 : 表示滾珠螺桿尺寸並不考慮公差的導程。 基準導程: 為了補償由於溫度上升及負荷而產生的變形量,對公稱導程做了若干修正後的導 程。對於傳送用滾珠螺桿,其基準導程與公稱導程一般是相同的。 實際導程 : 旋轉2π rad(或者一回轉時),螺桿和螺母在軸向上的實際相對荷重。 基準移動量 (ls) : 根據基準導程,旋轉任意轉數時,軸方向上的移動量。 基準移動量的目標值 (T) 對於螺紋的有效長度,從基準移動量中減去公稱移動量得到的值,考慮到由於溫度變化及外部負荷引起的螺桿的位移,事先對公稱移動量進行修正後設定。這個 值要根據實驗或者經驗來決定。 實際移動量 (la): 螺桿旋轉任意角度時,對螺母在軸向上的實際移動量進行連續測定,或者固定螺 桿,螺母每旋轉一個相同角度後進行測定,用這樣的方法來求實際移動量。 代表移動量 (lm): 表示實際移動傾向的直線。對於螺母的有效移動距離或者螺桿的螺紋部分的有效長度,根據實際移動量的曲線,應用最小二乘法或者簡單適用的近似法來計算。 代表移動誤差 (ep): 與螺母的有效移動距離,或者螺桿的螺紋部分的有效長度相對應的代表移動量與 基準移動量的差。 變動: 使用表示代表移動量的兩條平行直線所夾的實際移動量曲線的最大振幅,對以下 的三項進行了規定。 (Vu):螺母的有效移動量距離或者螺桿螺紋部分的有效長度所對應的最大振幅。(v300):螺桿的螺紋部分有效長度內,任意取300mm時的最大振幅。 (V2π):螺桿的螺紋部分有效長度內,任意旋轉一周(2π rad)時的最大振幅。 表5 滾珠螺桿的種類和系列 種類 系列記號 等級 備註 定位用滾珠螺桿 C 0、1、3、5 JIS系列 Cp 1、3、5 ISO系列 傳動用滾珠螺桿 Ct 1、3、5、7、10 表6 定位滾珠螺桿的代表移動量誤差和變動(容許值) 單位:um 等級 C0 C1 C3 C5 Cp1 Cp3 Cp5 項目 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 代表移動量誤差 ep 變動 vu 螺紋部分有 效長lu(mm) 超過 以下 - 315 4 3.5 6 5 12 8 23 18 6 6 12 12 23 23 315 400 5 3.5 7 5 13 10 25 20 7 6 13 12 25 25 400 500 6 4 8 5 15 10 27 20 8 7 15 13 27 26 500 630 6 4 9 6 16 12 30 23 9 7 16 14 32 29 630 800 7 5 10 7 18 13 35 25 10 8 18 16 36 31 800 1000 8 6 11 8 21 15 40 27 11 9 21 17 40 34 1000 1250 9 6 13 9 24 16 46 30 13 10 24 19 47 39 1250 1600 11 7 15 10 29 18 54 35 15 11 29 22 55 44 表7 定位用滾珠螺桿的變動(容許值) 單位:um 等級 C0 C1 C3 C5 Cp1 Cp3 Cp5 項目 v300 v2π v300 v2π v300 v2π v300 v2π v300 v2π v300 v2π v300 v2π 容許量 3.5 3 5 4 8 6 18 8 6 4 12 6 23 8 表8 傳動用滾珠螺桿的代表移動量誤差和變動(容許值) 單位:um 等級 Ct1 Ct3 Ct5 Ct7 Ct10 項目 代表移動量誤差(ep) 用ep=(2.lu/300).v300計算 變動 變動 vu 無規定 變動 v300 6 12 23 52 210 變動 v2π 無規定 Ⅰ-7 安裝部精度 表9 安裝部精度(1) (1). (2)對於螺桿軸的螺絲槽面的軸線,支持部外徑的半徑方向圓周跳動。這個項目中,由於包含了(8)螺桿軸的軸線半徑方向的全跳動的影響,所以要進行補正。 (3). 對於螺桿軸的支撐部軸線,零件安裝部的半徑方向的圓周跳動。 (4). (5) 對於螺桿軸的支撐部軸線,支撐部端面的直角度。 (6). 對於螺桿軸的軸線,螺母基準端面和法蘭安裝面的直角度。 (7). 對於螺桿軸的軸線,螺母外周面的半徑方向的圓周跳動。 (8). 螺桿軸軸線的半徑方向的全跳動。 表10 安裝部精度(2) 型號 跳動偏差 螺桿軸外徑 螺桿軸全長 ~125 125~200 200~315 315~400 400~500 500~630 630~800 800~1000 TP C3 8 0.025 0.035 0.050 - - - - - 10 0.025 0.035 0.040 0.050 0.065 - - - 12 15 - 0.025 0.030 0.040 0.050 0.055 - - TS C5 8 0.035 0.050 0.065 - - - - - 10 0.035 0.040 0.055 0.065 0.080 0.090 - - 12 15 - 0.040 0.045 0.055 0.060 0.075 0.090 0.120 20 25 - 0.040 0.045 0.050 0.060 0.070 0.085 TL Ct7 8 0.060 0.075 0.100 - - - - - 10 0.055 0.065 0.080 0.100 0.150 0.150 - - 12 15 - 0.060 0.070 0.080 0.110 0.110 0.140 0.170 20 25 - 0.060 0.070 0.090 0.090 0.100 0.130 RS RM RC RK Ct10 8 0.100 0.140 0.210 (0.270) - - - - 10 - 0.120 0.160 0.210 0.350 0.350 - - 12 15 - 0.110 0.130 0.160 0.250 0.250 0.320 0.420 20 25 - - 0.110 0.130 0.190 0.190 0.230 0.300 Ⅰ-8 安裝上的注意事項 為了讓您能夠安全地使用,在使用前一定要閱讀,由於本產品是精密加工品,在使用上請特別注意: 在設計上 (1)使用回轉數 DmN值 ≤ 70000(精密、研磨) Dm:鋼球的中心徑 B.C.D.(mm)≤ 50000(滾軋成形) N:最高轉數 r.p.m 設計的時候,請不要超過上述數值。 特別是縱向使用時,有一定的(床臺等的掉落事故)危險,請小心。 (2)防塵 使用時,在滾珠螺桿有雜物混入危險時,請用風箱等罩住,或者裝上風擋效果也不錯。但都不是完全防塵。有雜 物混入時,會有作動不良、精度劣化、摩損等不良狀況發生,產品不能發揮本來性能。 (3)關於組裝 請設計成螺母組裝在螺桿上的型式下即可安裝在機械結構上。 (4)關於偏負荷 直接承受徑向、軸向、側向壓力時,軸和螺母的中心位置會產生錯位,如受到衝擊時,會導致壽命、精度的降 低。 (5)使用環境 本產品,主要是提供在一般產業環境下使用之產品(環境、用途)特殊的時候,請與我們協商。極冷、極熱、真室、室外的環境使用。 涉及到人身、財產、權利時的用途。 醫療機器、公共輸送機、大量搬運機(航空、鐵道等)、食品,原子能關連等。 其他。 在組裝上 (1)有關自重落下及脫落 滾珠螺桿因為摩擦低、運轉平穩。 軸及螺母有可能在自重下而回轉,有產生脫落的可能,請十分注意。 (2)雜物 開包使用及組裝時請注意雜物的附著。 帶有雜物及灰塵的組裝是造成精度低下的原因。 (3)螺母的拆卸 前面已說明【螺母不允許拆卸】 迫不得己須拆卸時可使用比滾珠螺桿小0.5mm~1.0mm的暫定軸,在【滾珠不會脫落、組裝時滾珠亦無脫落、雜物無混入】狀態下重新組裝。 不管怎樣的場合【螺母絕對不能分解】。 如果滾珠有脫落或分解時,請將商品及部件一起退還,可收費修理再組裝。 (4)組裝精度及沖擊 螺桿、支架、軸承、滑輪、聯軸器組裝時,請十分注意各部件機械構造的組裝精度。組裝、試運轉、超限(絕對 不允許有沖擊)。 (5)潤滑劑 請適量地加油脂或油,請詳細閱讀(P.11) Ⅰ-9 滾珠螺桿使用上的注意事項 滾珠螺桿出貨時螺母內封ALBANIA S2的油脂,使用時無須特別的補充。但是使用前,初運轉經確認後發現有不足的話可補充。 使用中定期的確認油膜,適當的補給油。 滾珠螺桿定期的維修可長時間地維持精度。 潤滑油、油脂的檢查標準可參考1-5、1-6。 表11 滾珠螺桿用油脂一覽表 用途 商品名 廠牌 一般用 ALBANIA S2 昭和石油 低速、低溫用 MARTEMP Ps2 協同油脂 高速、高溫用 MARTEMP LR 協同油脂 無塵室用 C油脂 黑田精工 LG2 NSK AFE THK 表12 滾珠螺桿用油脂一覽表 潤滑方法 點檢項目 點檢、補給間隔 間歇給油 油量、雜物的混入等 1周一次(自動)、每日(手動)每次檢查時補給 油脂 雜物的混入等 運轉初期2-3個月通常1年 油浴 油面管理、雜物等 每天工作前 根據消耗狀況,適宜規定 ※根據使用狀況及油槽容量,經檢查後適當地補充或交換。 Ⅱ. 標準精密滾珠螺桿庫存系列 ◆螺桿軸外徑與導程的系列 導程 螺桿軸外徑 2 4 5 10 20 8 ○ ○ 10 ○ ○ ○ ○ 12 ○ ○ ○ ○ 15 ○ ○ ○ ○ ○ 20 ○ ○ ○ ○ 25 ○ ○ ○ ○研磨級滾珠螺桿 TP…C3 TS…C5 TL…Ct7
滾珠花鍵SLT系列
滾珠花鍵SLF系列
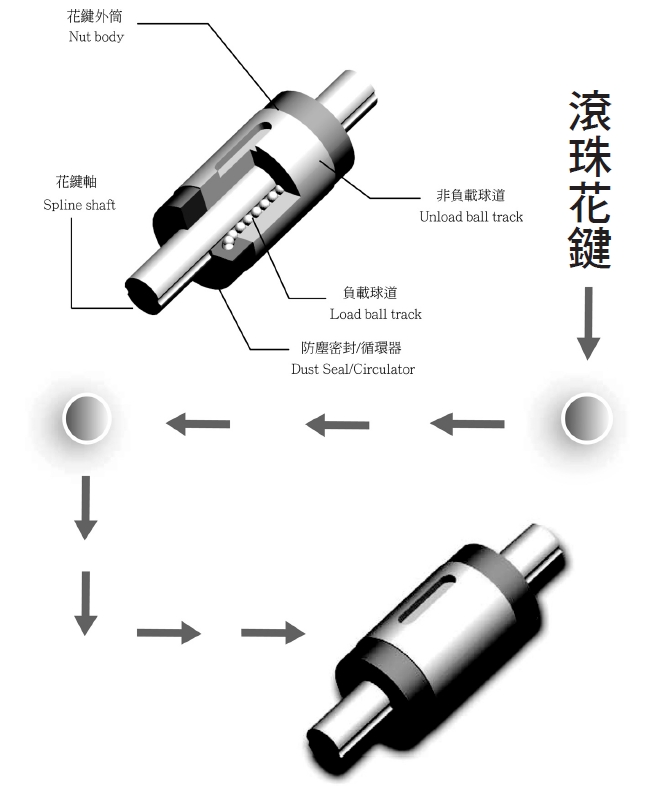
滾珠花鍵 一、構造與特長 滾珠花鍵是利用裝在花鍵內的滾珠,在精密研磨的滾動溝槽中,同時進行平滑滾動,及傳遞力矩。採用 BEMOTION獨設計,具有更大之接觸角度(40,除了具有高度之靈敏性外更能大幅提升負載能力,適用於振動衝擊負荷作過大、定位精度要求高、以及需要高速運動性能的環境,在這類環境下也能發揮有效的作用。時,即使代替直線滾珠襯套使用時,因在軸徑相同的情況下,滚珠花鍵所具有的額定負荷是線性襯套的十幾倍,所以能使設計變得十分小巧即使在懸臀負荷、力矩等作用的情況下,也可安全使用,且具有高耐用性。 TBIMOTIN 滚珠花鍵可分為有法蘭型式之SLF及無法蘭之SLT兩種型式,因軸徑之大小鋼珠之接觸路徑又可分為2排(180(SLF6~20和4排(70(SLF25~50),此外办提供空心軸供選擇使用。 特長 大負荷容量 滾珠的滾動溝槽採精密研磨成型,且採用哥德型40角接觸,因接觸角度大,故在徑向和扭矩方向都具有很大的負荷容量。 旋轉方向間隙為零 通過採用接觸角都為40的相對2~4滾珠列,將花鍵軸與花鍵承軸套結合,並可透過調整預壓方式,使旋轉方向的間隙可為零。 高度之靈敏性 由於鋼珠接觸點採特殊之設計,除高剛性外,更具靈敏性,並可降低能量之浪費。 高剛性 由於接觸角大,故具有高剛性,並可視情況施加恰當的預壓,所能獲得較高的扭矩剛性.力矩剛性。 裝配簡單 由於採用特殊之設計,即使將花鍵軸承套從花鍵軸脫離,滾珠也不會脫落。故裝配、保養、檢查都很容易進行。 二、種類與特長 三、選擇滾珠花鍵的步驟 四、花鍵軸的強度設計分析 滾珠花鍵的花鍵軸是能承受徑向負荷或扭矩的複合軸。在負或矩很大時, 必須考慮花鍵軸的強度。 4.1 承受彎曲的花鍵軸 當彎矩作用在滾珠花鍵的花鍵軸上時,先按 固定的方式、鍵軸長度、負載條件等,計算 出鍵軸承受的最大彎矩(M),再利用式(1)可算 出最適合的花鍵軸徑。 4.5花鍵軸的曲和曲角 滾珠花鍵的花鍵軸度和撓度角要根據其受力條件相適應的計算公式來計算。在表1、表中 表示了在各種各樣支撐條件下的計算式。 在表(3)中表示了花鍵軸的斷面係數(z斷2次距(I)利用表3中的Z、I,可計算滾珠花鍵各 種型號的強度和變形量(撓曲量)。 4.6花鍵軸的臨界速度 如使用中之滾珠花鍵軸為旋轉時,當轉速靠 近影響花鍵臨界作動頻將產生共振。因此, 最高旋轉數必須限制在不產生共振的程度。 可根據下式(6)進行臨界轉速之計算,為了安 全起見臨界轉速含-0.8之安全係數。 4.7 花鍵軸的斷面特性 五、預測壽命 5.1 額定壽命 即使讓同一批製造出來的滾珠花鍵,在相同 運動條件下使用,其壽命也有一定的離散度。 因此,作為計算直線運動系統的壽命的基準, 使用以下所定義的額定壽命。額定壽命就是, 讓一批同樣的直線運動系統在同樣條件上分別運動時,其中的90%不產生剝離(金屬面上剝 離片)所能到達的總運行距離。 5.2計算額定 滾珠花鍵的額定壽命根據運行中所承受的負荷的種類而有所不同:扭矩負荷、徑向負荷和力矩負荷根據下式(7)至(10)進行計算,可求 得各額定壽命值。(各負荷方向的基本動額定負荷均記載在各型號的尺寸表中。) L:額定壽命(km) C,:基本額定動矩(Nm) Te:負荷矩(N.m) C:基本額定動負荷(N) P:徑向負荷(N) fr:溫度係數(參照圖2) fc:接觸係數(參照表4) fw:負荷係數(參照表5) 溫度係數 當使用滾珠花鍵的環境超過100的高溫時,考慮到高溫所引起的不良影響,故計算壽命 時乘以圖2的溫度係數。同時,注意滾珠花鍵也有必要使用對應高溫的產品。 (注)空氣溫度超過80C時,密封墊片保持器的材料必須相應改成高溫規格的材料。 接解係數 將直線運動導向的花鍵軸承套靠緊使用時,由於力矩或安裝精度的影響很難得到均勻的負荷分佈,故將幾個軸承套靠緊使用時,請在基本額定負荷(C)、(Co)上乘以表4中的相應接觸係數。 (注)在大型裝置中,若預料負荷分佈不均等時,請考慮表4中的接觸係數。 負荷係數 一般來說,作往返運動的機械,在運轉中大都伴有振動和衝擊,特別是高速運轉時產生的振動, 及經常反復啟動、停止時所引起的衝擊等,全部正確的算出是很困難的。因此,在不能得到實際 作用於直線運動系統上的負荷時,或者速度和振動的影響很大時,請將基本額定負荷(C)、(Co)除 以表5中由經驗所得到的負荷係數。 同時承受力矩和徑向負荷時 根據徑向負荷與等效徑向負荷的 總和計算壽命。 5.3計算平均負 花鍵使用時,行程中其負荷可能會有所變動,例如像工業用機器人的搖臂,前進時抓住工件運動,後退時只有搖臂的自重,或是像機械那樣,作用在軸承套上的負荷根據各種各樣的條件而變動時,必須考慮負荷的變動條件來進行壽命計算。 平均負荷(Pm)指,當作用在外上的負荷伴隨著運行中各式各樣的條件而變動時,與這個變動負荷條件下的壽命具有相同壽命的一定負荷。 六、選擇預壓 滾珠花鍵的預壓對精度、耐負荷性能及剛性都有很大的影響,因此需要根據使用用途定恰當 的間隙(預壓)各型的間隙值已被規格化,因此可根據使用條件進行恰當的選定。 6.3 使用條件與預壓的選擇 在表(8)中,表示了根據滾珠花鍵的使用條件,選定旋轉方向間隙的基準。 滾珠花鍵的旋轉方向間隙對花鍵軸承套的精度或剛性有很大的影響。因此,根據用途選定適當 的間隙是很重要的一般來說,都使用有預壓的產品在進行反復旋轉運動或往復直線運動時, 由於會有很大的振動衝擊,所施加預壓,會顯著的提高壽命和精度。 七、精度設計 7.1 精度等級 滾珠花鍵的精度是用花鍵軸承套外徑對花鍵軸支撐部的擺動來表示的。它分為 普通級(N)、高級(H)、精密級(P)。 7.2 精度規格 滾珠花鍵的各測試項目如表10〜表13所示: 八、安裝 8.1 支撐座的内徑公差 花鍵外筒與支撐座的配合,通常用過度配合。對滾珠花鍵的精度要求不高的清況下,可用間隙配合。 8.2 花鍵的安裝 花鍵軸承套的安裝例子如圖6和圖7所示。花鍵軸方向的固定度並不要求很高,但避免只將 其敲入不予固定的現象。 九、花鍵軸 9.1 花鍵軸的斷面形狀 表(17)表示的是花鍵軸的斷面形狀。如果花鍵軸軸端為圓柱形,則在可能情況下不要超過 溝槽谷徑($d)。
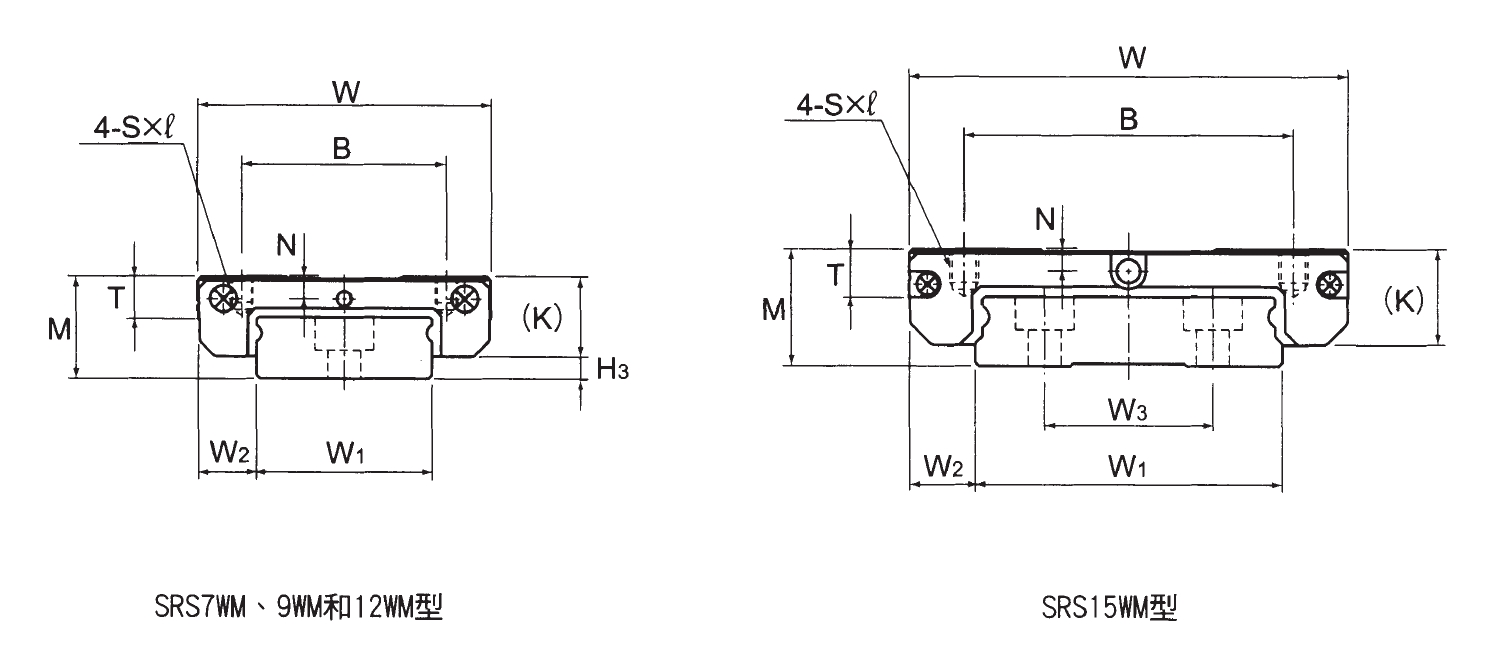
微小型滑軌(鋼珠保持器型)SRS-WM型 注)由於滑塊、軌道和滾珠是不銹鋼製,這些型號耐腐蝕性強,不受環境影響。 注)此型號表示1個單軌單元組成1個裝.(即、當平行使用2支軌道時,要求至少個裝數量。) 這些備有Qz潤滑裝置的型號,並不附帶潤滑脂油嘴。 注)如果需要油嘴.請標明“帶油嘴"。(對應SRS 15M/15WM 20M/25M型) 如果需要潤滑孔,請標明“帶潤滑孔。(對應7W 9M/9WM/12M/12WM型) “長度*”下的最大長度是指軌道的標準最大長度。 容許靜態力矩* 單滑塊:使用1個滑塊的靜態許力值 雙滑塊:使用2個互相密切接觸的滑塊的靜態容許力矩
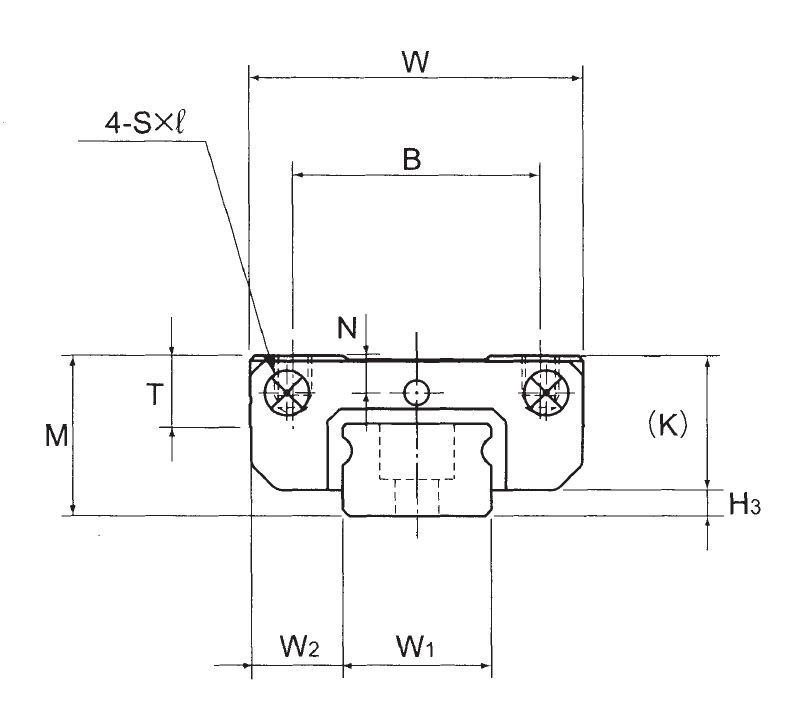
微小型滑軌(鋼珠保持器型)SRS-M型 注)於滑、軌道滾珠是不銹鋼製,這些型號耐腐蝕性強,不受環境影響。 注)此型號表示1個單軌單元組成1個裝.(即、當平行使用2支軌道時,求至少個裝數量。) 這些備有QZ潤滑裝置的型號,並不附帶潤滑脂油嘴。 注)如果需要嘴,請標明“帶油嘴"。(對應SRS5M/15WM 20M/25M型) 如果需要潤滑孔,請標明“帶潤滑孔。(對應SRS7M/WM 9M/9WM/12M/12WM型) “長度*”下的最大長度是指軌道的標準最大長度。 容許靜態力矩* 單滑塊:使用1個滑塊的靜態許力矩值 雙滑塊:使用2個互相密切接觸的滑塊的靜態容許力矩 軌道的標準長度和最大長度 表1表示SRS型的標準長度最大長度。過軌道的最大長度使用時,必須採用連接方式製作。 情況請與K聯。 對於指定了特殊長度時的G尺寸,推薦使用表中的G尺寸。如果G尺寸太長,安裝後可能導致該G部分的不 穩定,甚至影響精度。 注1)最大長度因精度等級不同而異,詳細情況請與HSK聯。 注2)接方式不可能,需要上述最大長度以上時,請與HSK聯。